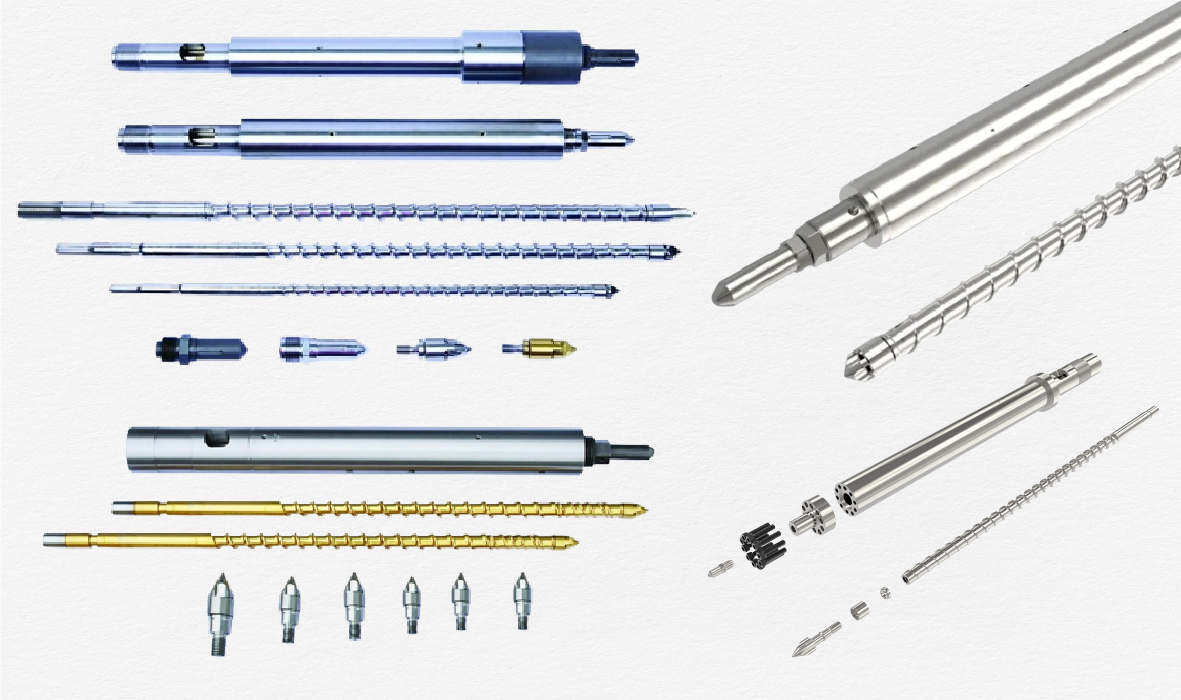
UNIDAD DE CABEZAL DE HUSILLO
Somos fabricantes de unidades de cabezal de husillo utilizando las tecnologías más modernas para garantizar la compatibilidad de los componentes durante el proceso de producción continuo de nuestros clientes. Creamos productos y componentes de plástico para una amplia gama de aplicaciones, incluyendo la industria automotriz, la de motocicletas, la electrónica, la construcción y la aeroespacial.


Grupo de inyección con brida

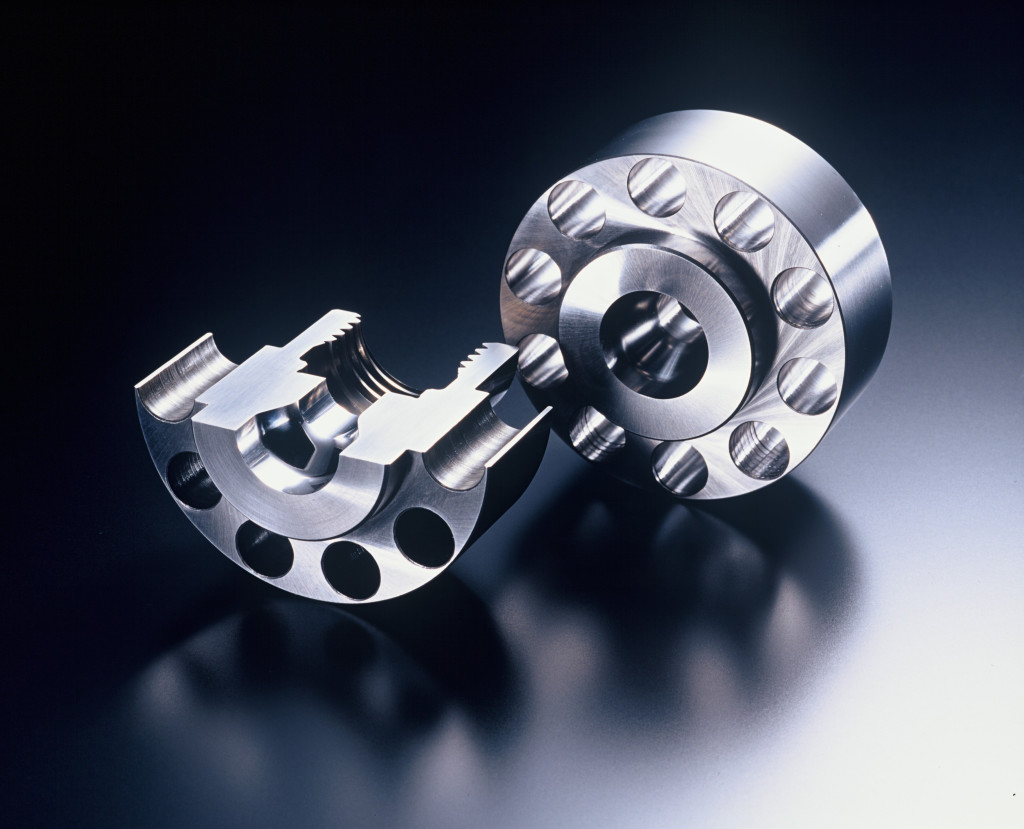
• Anillo de retención con brida (Checkring): El anillo de retención posee pestañas diseñadas para encajar en el cabezal del tornillo (tornillo sinfín), fijando firmemente el anillo y el cabezal, evitando que el anillo gire libremente.
• Opciones de diseño: Dependiendo de las especificaciones del fabricante, el anillo de retención puede tener dos o cuatro pestañas de sujeción.
Con este tipo, el ajuste de la cantidad de plástico es más preciso y la durabilidad del anillo de retención es mayor. Durante el funcionamiento, el anillo de retención girará con el tornillo.
Grupo de inyección sin brida

• Anillo de retención sin brida (Checkring): Este tipo de anillo presenta un diseño cilíndrico con extremos planos que se ajustan al cabezal del tornillo. El anillo gira libremente sobre el cabezal sin restricción.
• Diseño: Los ángulos cónicos de las caras frontales del anillo pueden variar según las especificaciones del fabricante.
En este tipo, el check-ring gira libremente sin seguir el eje del tornillo. Es más fácil de fabricar, pero la cantidad de plástico es menos precisa. Debido a que el check-ring no gira a la misma velocidad que el eje del tornillo al tomar el plástico, se pueden crear flujos turbulentos. La zona de contacto entre el check-ring y el extremo del eje del tornillo suele desgastarse. Para hacer frente a esta situación, los fabricantes suelen endurecer la zona de contacto, mientras que la base y la rosca suelen ser más blandas para evitar roturas.
Cabezales de inyección con función de mezclado de plástico

Los cabezales de inyección con función de mezclado de plástico son típicamente del tipo sin brida y presentan un diseño especial en dos componentes:
- Tornillo sinfín: El diseño del tornillo sinfín incluye estrías y ángulos de deflexión de plástico para crear turbulencias en el flujo del plástico y promover una mezcla homogénea. Esto ayuda a lograr un color uniforme en el producto final y reduce la tasa de productos defectuosos (NG).
- Anillo de obturación: El anillo de obturación presenta ranuras de guía que contribuyen a generar un flujo de plástico en espiral.
Unidad de cabezal de husillo de cuatro componentes

La unidad de cabezal de husillo de cuatro componentes combina las características de los cabezales de inyección sin brida y con brida, aprovechando las ventajas de ambos diseños.
2. Rango de fabricación
- Diámetro: De D10mm – D250mm.

4.3. Unidades de cabezal de husillo sinterizadas
Producidas mediante tecnología de sinterizado, estas unidades de cabezal de husillo ofrecen las siguientes ventajas:
Prensado isostático en caliente (HIP): Un proceso de fabricación que reduce la porosidad del metal y aumenta su densidad, mejorando las propiedades mecánicas y el rendimiento del material. Alta pureza del material permite seleccionar las propiedades deseadas a través de la composición del polvo metálico, lo que las convierte en la mejor opción para plásticos con aditivos libres de halógenos.
- Dureza después del acabado: 58 a 65 HRC, con algunas llegando a 68 HRC.
- Aplicación: Para unidades de cabezal de husillo utilizadas con plásticos con alta proporción de vidrio, hasta 65%GF.


5. Proceso de suministro del producto
Paso 1: Envío de solicitud de cotización con la siguiente información:
- Nombre completo del modelo de la máquina o foto del modelo
- Diámetro y longitud del componente
- Tipo de plástico utilizado o foto del empaque del plástico para seleccionar el material y la tecnología de fabricación adecuados
Paso 2: ASG Vietnam envía la cotización al cliente.
Paso 3: El cliente envía la orden de compra.
Paso 4: En la mayoría de los casos, ya tenemos los dibujos de fabricación; en algunos casos, si no los tenemos, visitamos la planta del cliente para medir y crear los dibujos.
Paso 5: Fabricación y publicitación de calidad del producto según la norma ISO 9001:2005.
Paso 6: Entrega del producto.
Paso 7: Pago
6. Garantía del producto
Garantía de 1 año para todos los componentes.