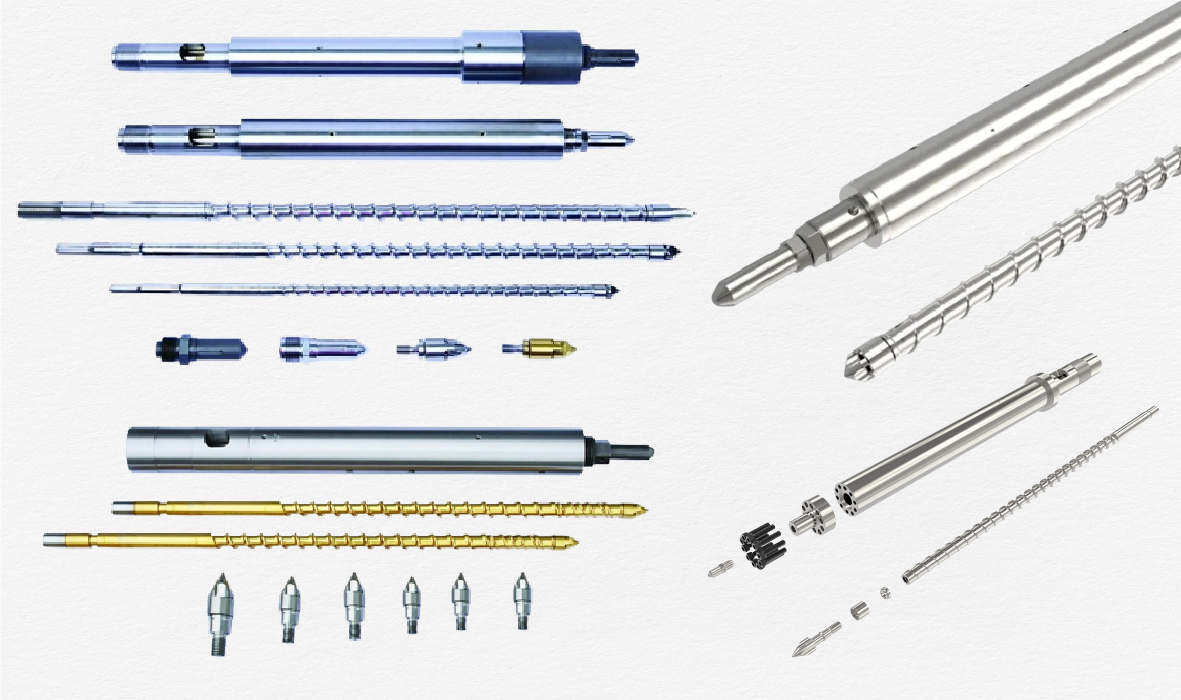
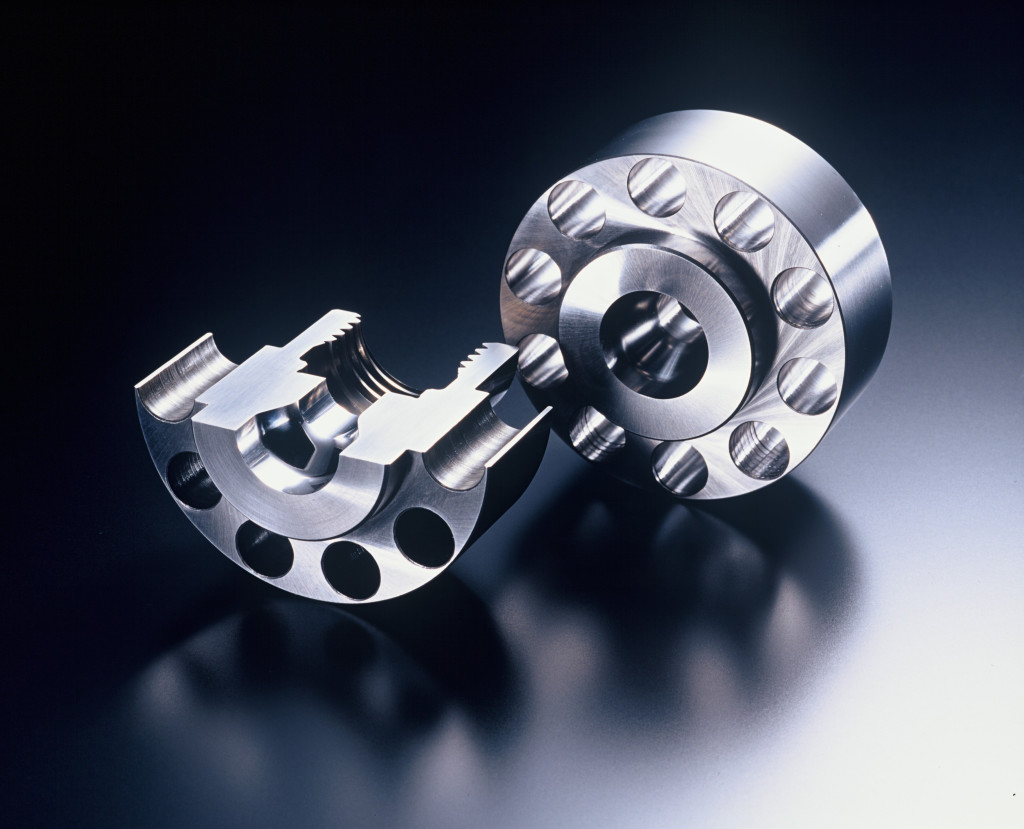
卡口式螺桿頭組件

• 止逆環(Check-ring)帶有卡耳設計,其目的是為了卡入螺桿頭(Screw head),使止逆環與螺桿頭相互固定,防止止逆環在螺桿頭上產生旋轉。
根據設計需求,製造商會為止逆環設計雙卡耳(兩耳)或四卡耳(四耳)的結構。
採用此類設計,射出量控制更為精確,且止逆環的耐用度更高;在運作過程中,止逆環將隨同螺桿同步旋轉。
無卡口止逆組件

• 止逆環(Check-ring)設計為圓柱狀,其與螺桿頭(Screw head)接觸的兩端均為平面。止逆環相對於螺桿頭可進行不受限的自由旋轉。
• 根據設計需求,止逆環的端面可設計成不同的錐角。
在此類設計下,止逆環相對於螺桿自由旋轉,不隨之同步轉動。其優點在於製程較簡單;但缺點在於射出量精度較差,且因取料時止逆環與螺桿轉速不一致,容易產生亂流。此外,止逆環與螺桿頭的接觸區域較易磨損。為了應對此情況,製造商通常會對接觸部位進行加硬處理,而柄部與螺紋處則保持較高的韌性(較軟),以防止斷裂。
混煉型螺桿頭組件

混煉型螺桿頭組件通常採用無卡口式設計,其特殊構造主要體現於以下兩個零件:
- 螺桿頭設計有螺旋溝槽與阻料角,旨在引導熔膠產生紊流並充分混合,進而提升成型色澤的均勻度,有效解決產品不良(NG)問題。
- 止逆環設計有導流槽,用以輔助產生熔膠旋流效果。
四件式螺桿頭組件

四件式螺桿頭組件結合了「無卡口」與「有卡口」兩種設計的精髓,完美集兩者之優點於一身。
2. 製造範圍
- 直徑範圍: D10mm – D250mm.

4.3. 粉末冶金燒結螺桿頭組件
採用燒結技術製造螺桿頭組件,其主要加工方法如下:
熱等靜壓 (HIP) 是一種先進的製造工藝,主要用於減少金屬孔隙並提高材料密度,進而顯著提升材料的機械性能與加工穩定性。由於該工藝能確保材料具備極高純度,並可透過調整金屬粉末成分來優化材料特性,因此是應對含「無鹵素」(Halogen-free) 阻燃添加劑塑料的最佳技術方案。
- 成品硬度可達 58 至 65 HRC,特定型號更可高達 68 HRC。
- 適用於高玻纖含量塑料之螺桿頭組件,玻璃纖維比例最高可達 65%GF。


5. 產品供應流程
Bước 1: 請提供以下報價需求資訊:
- 設備完整型號或銘板照片
- 組件直徑與長度參數
- 所使用的塑料型號或包裝照片(用於選擇合適的材質與製造工藝)
Bước 2: ASG 越南誠摯為您提供最專業的報價方案。
Bước 3: 客戶發送正式採購單 (PO)
Bước 4: 多數情況下,我們已有現成的製造圖紙;若遇無圖紙之特殊情況,我們將派遣技術人員親赴貴司工廠進行實地測量並繪製工程圖。
Bước 5: 生產與品質控管嚴格遵循 ISO 9001:2005 國際質量管理體系標準。
Bước 6: 產品交付與物流
Bước 7: 根據合約約定之條款進行訂單款項支付。
6. 產品保固政策
全系列組件提供一年品質保固。