







PRODUK PLASTIK BERWARNA LUNTUR: PENYEBAB DAN CARA MENGATASINYA
I.1 Pentingnya Produk Plastik Berwarna
Sejak zaman dahulu, manusia telah berusaha menciptakan berbagai jenis warna untuk diterapkan pada produk dan benda sehari-hari. Dari kuliner seperti ketan lima warna hingga pakaian dan sepatu, warna memainkan peran penting dalam merangsang emosi dan psikologi manusia.
Untuk memenuhi kebutuhan manusia, produk plastik juga diproduksi dengan beragam warna yang berbeda.

I.2 Metode Pewarnaan Produk Plastik
Untuk mewarnai produk, plastik harus dicampur dengan bubuk warna atau butiran warna dalam proporsi tertentu untuk menghasilkan warna yang diinginkan.
Warna dalam bentuk bubuk:
Bubuk warna adalah bentuk dasar dari pewarna yang diolah. Permukaan yang luas dan cenderung menggumpal membuatnya sangat berdebu, sulit diotomatisasi, dan tidak menyebar sepenuhnya dalam proses pewarnaan. Meskipun tidak mempengaruhi sifat produk yang diwarnai dan harganya murah, bubuk warna mudah diolah dan mudah diformulasikan untuk berbagai warna, terutama untuk jumlah produk kecil dengan banyak warna berbeda. Tidak seperti butiran warna, bubuk tidak dibatasi oleh jenis plastik dasar dan warna, sehingga banyak digunakan di perusahaan plastik skala kecil dan menengah. Perlu ketepatan dalam menimbang bubuk warna untuk menghindari kesalahan warna. Penggunaan timbangan elektronik yang akurat sangat direkomendasikan untuk meminimalkan kesalahan.

Warna dalam bentuk butiran:
Butiran compound adalah komponen dengan banyak warna yang diolah melalui proses pelelehan, pencampuran, dan ekstrusi. Setelah dicampur dengan plastik murni dan aditif lainnya, butiran ini dapat digunakan dalam berbagai metode pemrosesan langsung, terutama dalam plastik termoplastik. Butiran compound memiliki kemampuan distribusi warna yang sangat baik dan kualitas yang stabil, sehingga banyak digunakan dalam pewarnaan peralatan rumah tangga dan komponen kendaraan yang membutuhkan kualitas warna yang ketat. Butiran compound memiliki harga tinggi karena jumlah warna yang digunakan dalam plastik yang diwarnai. Ini adalah metode pewarnaan yang efektif dalam bidang plastik modifikasi, plastik teknik, plastik komposit, dan plastik berkualitas tinggi.
.

I.3 Masalah dalam Produksi Produk Plastik Berwarna
Seperti yang dijelaskan di atas, untuk menghasilkan produk plastik berwarna, butiran warna atau bubuk warna harus dicampur dengan plastik murni untuk menghasilkan warna yang sesuai. Proses pencampuran ini, jika tidak dilakukan dengan baik, akan menyebabkan produk memiliki warna yang tidak seragam.
II. Metode Pencampuran Plastik dalam Produksi Produk Plastik Berwarna - Pencampuran Sebelum Memasukkan ke Mesin Injeksi Plastik
Menggunakan peralatan pencampur jenis tangki pengaduk atau mesin pencampur dosimeter ulir.
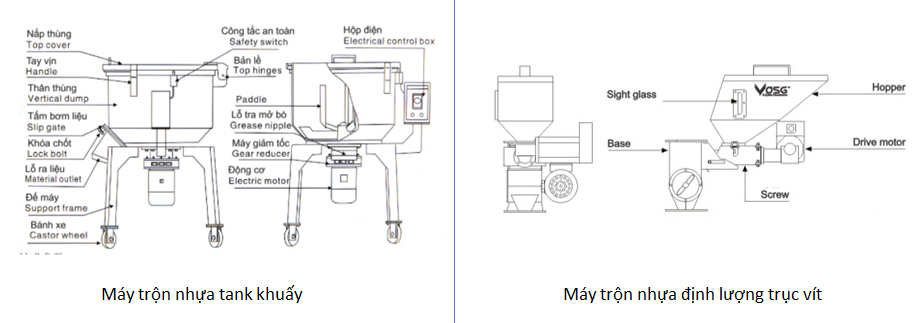
Mesin pencampur tangki pengaduk: Plastik dan butiran warna ditimbang di luar lalu dimasukkan bersama ke dalam tangki dengan proporsi tertentu. Mesin akan mengaduk agar kedua jenis tersebut tercampur rata. Keuntungannya adalah peralatan sederhana dan murah. Kekurangannya adalah tidak dapat mengontrol tingkat pencampuran butiran warna dengan akurat.
Mesin pencampur plastik dosimeter ulir: Mencampur dua jenis plastik menggunakan mekanisme ulir, dengan keunggulan rasio pencampuran dan tingkat pencampuran yang sangat akurat, namun peralatan ini lebih kompleks.
.
III. Metode Pencampuran Plastik dalam Produksi Produk Plastik Berwarna - Pencampuran dalam Mesin Injeksi Plastik
Metode ini mengacaukan aliran plastik cair dalam silinder ulir mesin injeksi. Metode ini sangat efektif karena plastik dicampur dalam keadaan cair, sehingga kemampuan pencampuran dua jenis plastik jauh lebih tinggi dibandingkan pencampuran di luar.
Dalam mesin injeksi plastik, ada banyak komponen yang dapat didesain untuk memenuhi fungsi dasar sekaligus memiliki fungsi pencampuran plastik.
"III.1 Sekrup dengan Fungsi Pencampuran (Mixing Screw) "
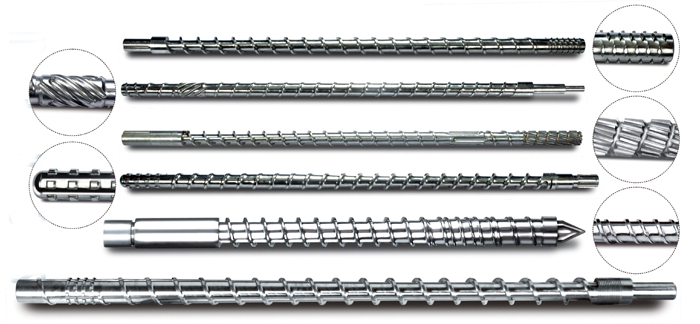
Sekrup dengan dua alur ulir
Alur ulir tambahan biasanya hanya ada di zona kompresi atau zona pengukuran, tetapi dalam beberapa kasus khusus, alur ulir dimulai dari zona kompresi dan berlanjut hingga akhir zona pengukuran.
Sekrup dengan kepala pencampur
Selain zona ulir, sekrup dirancang dengan segmen berbentuk sproket untuk memungkinkan pencampuran plastik.
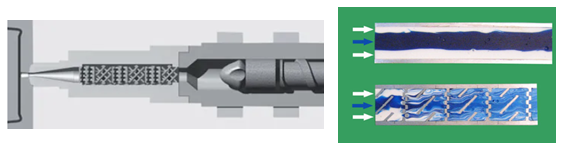
III.2 Set Kepala Sekrup dengan Fungsi Pencampuran (Mixing Tipset)

Membuat bagian pencampur di kepala ulir (Screw Head)
Membuat bagian pencampur di cincin pengunci plastik (Checkring)
Membuat bagian pencampur di cincin penyegel (Sealring)
III.3 Nozzle dengan Fungsi Pencampuran (Mixing Nozzle)
Bagian inti didesain untuk menciptakan aliran turbulensi.
IV. Prosedur Mengatasi Masalah Warna Tidak Merata pada Produk
Langkah 1: Kontrol bahan baku - Periksa apakah bahan baku terkontaminasi, apakah kondisi pengeringan sudah sesuai, proporsi pencampuran warna sudah tepat, dan pencampuran warna sudah cukup.
Langkah 2: Jika langkah pertama tidak menyelesaikan masalah, tergantung pada tingkat ketidakseragaman warna, perbaiki nozzle dengan fungsi pencampuran dan set ujung ulir dengan fungsi pencampuran karena ini lebih cepat dan lebih murah dibandingkan perbaikan ulir dengan fungsi pencampuran.
Langkah 3: Jika kedua langkah di atas tidak menyelesaikan masalah, desain ulang ulir dan tambahkan fungsi pencampuran pada ulir. Desain ulir yang tidak tepat akan membuat plastik atau butiran warna tidak sepenuhnya mencair, mempengaruhi kemampuan pencampuran warna.
Masalah warna tidak merata pada produk adalah masalah serius. Ketika mengalami cacat ini, perlu ada pihak yang dapat diandalkan dengan kecepatan penanganan yang cepat untuk memenuhi persyaratan produk yang baik dan waktu penanganan yang tepat.
ASG Vietnam Engineering Co., Ltd adalah unit yang mengkhususkan diri dalam menangani masalah injeksi plastik dengan pengalaman lebih dari 10 tahun. Kami selalu siap mendengarkan pertanyaan Anda 24/7 melalui Hotline (+84) 917.54.88.11 0917.54.88.11
