プラスチック成形機用スクリュー
私たち 生産 スクリュー 当社は最先端の技術を用いてスクリューを製造し、お客様の生産プロセス全体で部品の適合性を確保します。航空、医療、自動車、オートバイ、電子、一般消費財など、さまざまな部品や装置でプラスチック製品や部品を製造しています。

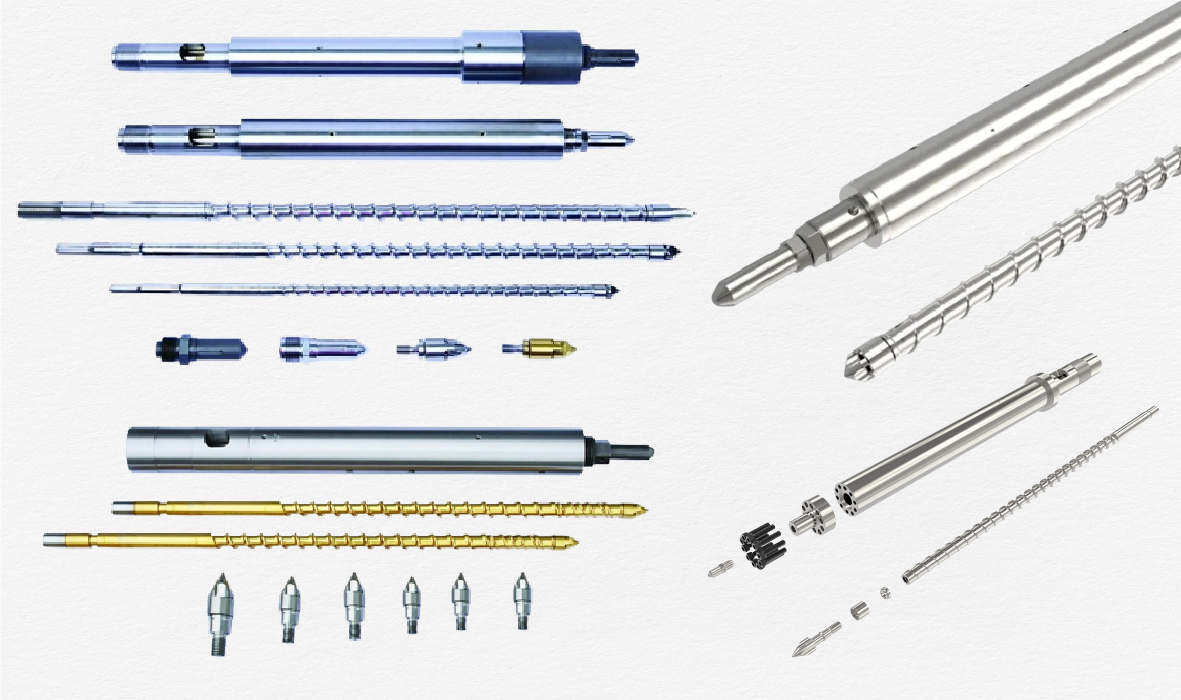
1. プラスチック成形機のスクリューの構造
スクリューはプラスチック成形機の重要な部品であり、シリンダーと共に使用され、プラスチックを型に圧縮して製品を形成するために圧力を加える役割を果たします。
スクリューの機能
- シリンダーからプラスチックを取り出す
- プラスチックを圧縮し、流れに圧力を加える
- プラスチックをポンプで噴射口に送る(押し出す)
- 製品の色の安定性を高めるために、プラスチックを混ぜる機能を持つ。

一般的なスクリューのタイプ:
一般的なタイプには、以下の3つの作業領域が含まれています:プラスチックを取り出す領域、プラスチックを移動させる領域、プラスチックを圧縮する領域。

特殊設計のスクリューの種類:
- 螺旋溝を追加したタイプ:プラスチックを混ぜる能力を向上させ、良好な混合流を生成します。

- 他のプラスチック混合部品を追加したタイプ:これらの部品はプラスチックの混合能力を向上させ、2つの螺旋溝タイプよりも優れています。

- ディスクタイプのスクリュー:非常に高精度な成形機用に設計されており、微量のプラスチックを使用します。1ショットあたり約1gのプラスチックを使用します。

2. 製造範囲
- 直径: D12mmからD200mmまで
- 長さ: 350〜5000mm
3. 応用
- ガラス繊維比率: 0%GFから65%GFまで。
- 顧客が使用するプラスチックの種類:
- 耐蝕性プラスチック:PET, PP, PC, ABS…
- 耐蝕性の低いプラスチック:PA, PA6, PA9T, PPS, LCP…
- 高密度プラスチック:透明PC、着色PC
- 高硬度プラスチック:バケライト
4. 製造方法

4.1 高強度合金スクリュー
高強度合金を使用し、真空環境で熱処理された高強度合金を選定して製造されたスクリューは、製品の最高の物性を提供します。部品の重要な部分は特別な合金で強化され、部品寿命を延ばします。

4.2 PTA溶射溶接スクリュー頂部
スクリュー頂部はPTA溶射溶接法で溶接され、プラズマ溶接を使用することで、溶接層の物性が基材よりも優れます。これにより、スクリューの物性が強化され、摩耗や腐食に対する耐性が向上します。さまざまな合金粉を使用することで、異なるプラスチックに対応できます。

4.3 HVOFスプレー処理スクリュー
HP/HVOF二重金属スプレーは熱溶射技術で、スクリューの表面特性を向上または強化するために使用されます。耐腐食性、高温酸化防止、断熱、導熱、耐摩耗性を向上させ、製品の寿命を延ばします。
合金粉は高速で溶融し(700-1500mm/s)、基材に高硬度のコーティングを形成します。

4.4 3Dレーザー溶射スクリュー
ファイバーレーザーを使用して合金粉を溶融し、部品の作業表面をコーティングするスクリューです。高物性の合金粉を使用して、部品の作業面積を覆います。

4.5 真空熱等静圧プレススクリュー(小型部品に適用)
小型部品に適用
真空熱等静圧プレス(HIP)は、金属のポーラスを減少させ、多くの材料の密度を増加させる製造プロセスです。これにより、材料の機械的特性と作業能力が改善されます。無ハロゲン成分の難燃性プラスチックに最適な技術です。"
5. 製品供給プロセス
ステップ1: お客様は以下の情報を含む見積もりリクエストを送ってください:
- 機械の正式名称または機種の写真
- 部品の直径と長さの仕様
- 使用するプラスチックの機種または包装の写真、部品の材料と適切な製造技術を選択するため
ステップ2: ASGベトナムは見積もりをお客様に送信します。
ステップ3: お客様は注文書を送信します。
ステップ4: ほとんどの場合、当社には製造図面がありますが、一部の場合にはまだ図面がないため、お客様の工場に出向いて寸法を測定し図面を作成します。
ステップ5: ISO 9001:2005の品質基準に基づいて製品の製造と品質管理を行います。
ステップ6: 製品の配送
ステップ7: 注文の支払い
6.全部品について
1年間の保証があります
ASG製スクリューシリンダー 信頼を築く品質